
Quality Assurance (QA) Inspection for Melt-Blown Filter Cartridge Production
MASTER FILTRATION ensures consistent quality during the production of melt-blown filter cartridges by defining standardized inspection procedures at critical control points.
1. Scope
Applies to QA personnel and production operators conducting in-process inspections of melt-blown filter cartridges at Master Filtration.
2. Responsibilities
QA Inspectors: Perform checks, document results, and escalate non-conformities.
Production Team: Correct defects and adhere to QA feedback.
Process Engineers: Adjust parameters if inspection trends indicate deviations.
3. Inspection Equipment & Tools
Calipers/micrometers
Bubble point tester or integrity tester
Pressure drop tester
Visual inspection light/borescope
Sample collection trays
4. In-Process Inspection Procedure
4.1 Raw Material Verification
Polypropylene (PP) Resin:
Check moisture content (<0.1%) and lot certification.
Core Tube & End Caps:
Verify dimensions (ID/OD) and material compatibility.

4.2 Production Process Checks
A. Melt-Blowing Process
Temperature & Pressure Monitoring:
Record extruder temps (190–250°C) and air pressure (0.2–0.5 MPa).
Fiber Layering:
Confirm uniform fiber distribution via cross-section samples.
Core Bonding:
Inspect adhesive uniformity between core and filter media.
End Cap Sealing:
Check for leaks (pressure test at 0.3 MPa for 30 sec).
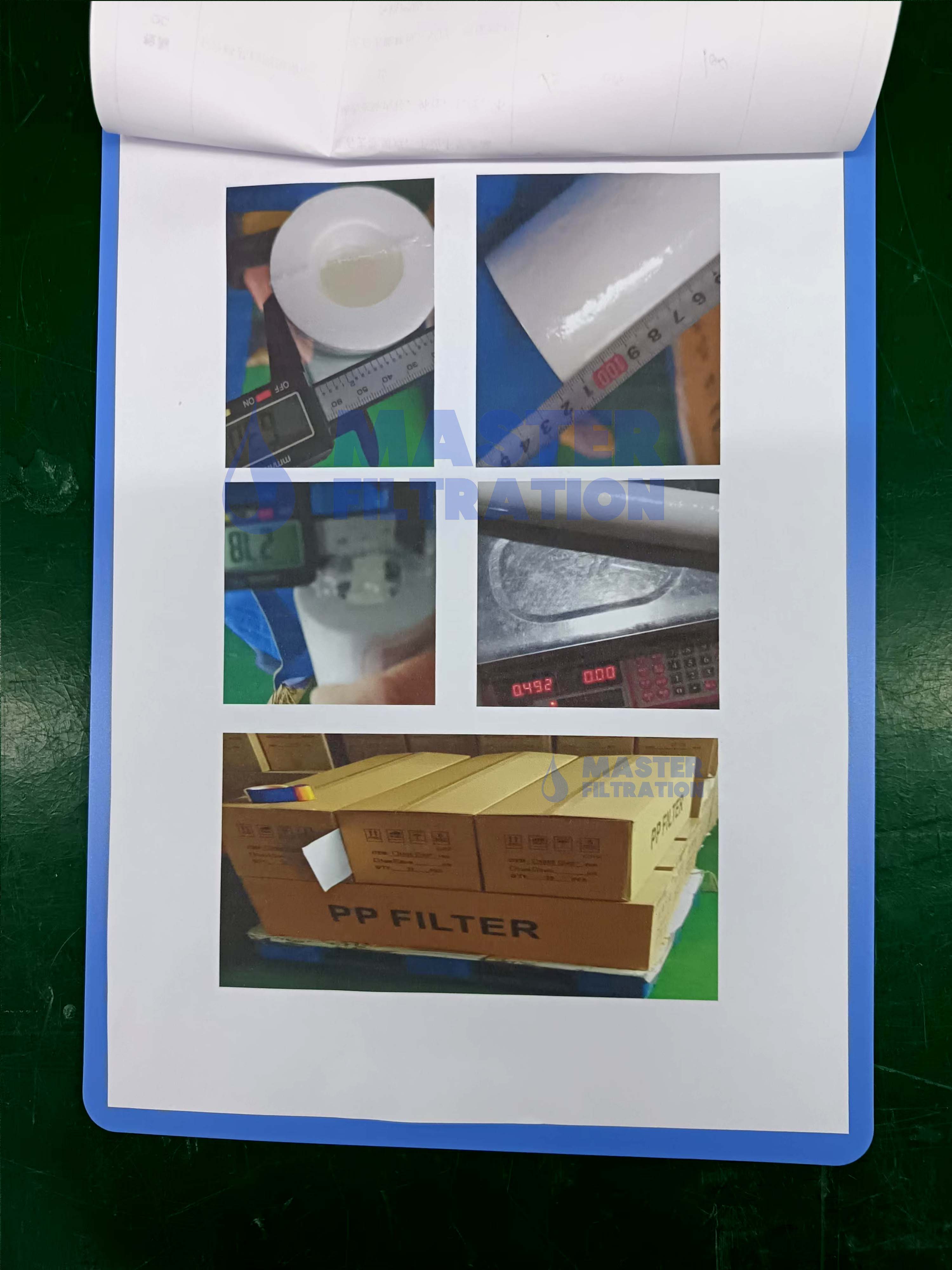
4.3 Critical Quality Checks
Dimensional Inspection:
Measure OD (±1 mm), length (±1 mm), and pore size gradient.
Visual Defects:
Reject cartridges with:
Cracks, delamination, or uneven density.
Contaminants (black spots, foreign particles).
Performance Tests:
Bubble Point Test: Validate pore size (e.g., 10 µm @ 0.2 bar).
Flow Rate/Pressure Drop: Ensure compliance with specs (e.g., ΔP < 0.5 bar @ 10 L/min).
4.4 Sampling Frequency
Per Batch: Test 5% of cartridges (min. 5 units) every 2 hours.
100% Inspection: For critical applications (e.g., medical, food).
5. Non-Conformance Handling
Minor Defects: Adjust machine settings and recheck next samples.
Major Defects: Halt production, quarantine batch, and initiate root cause analysis (RCA).
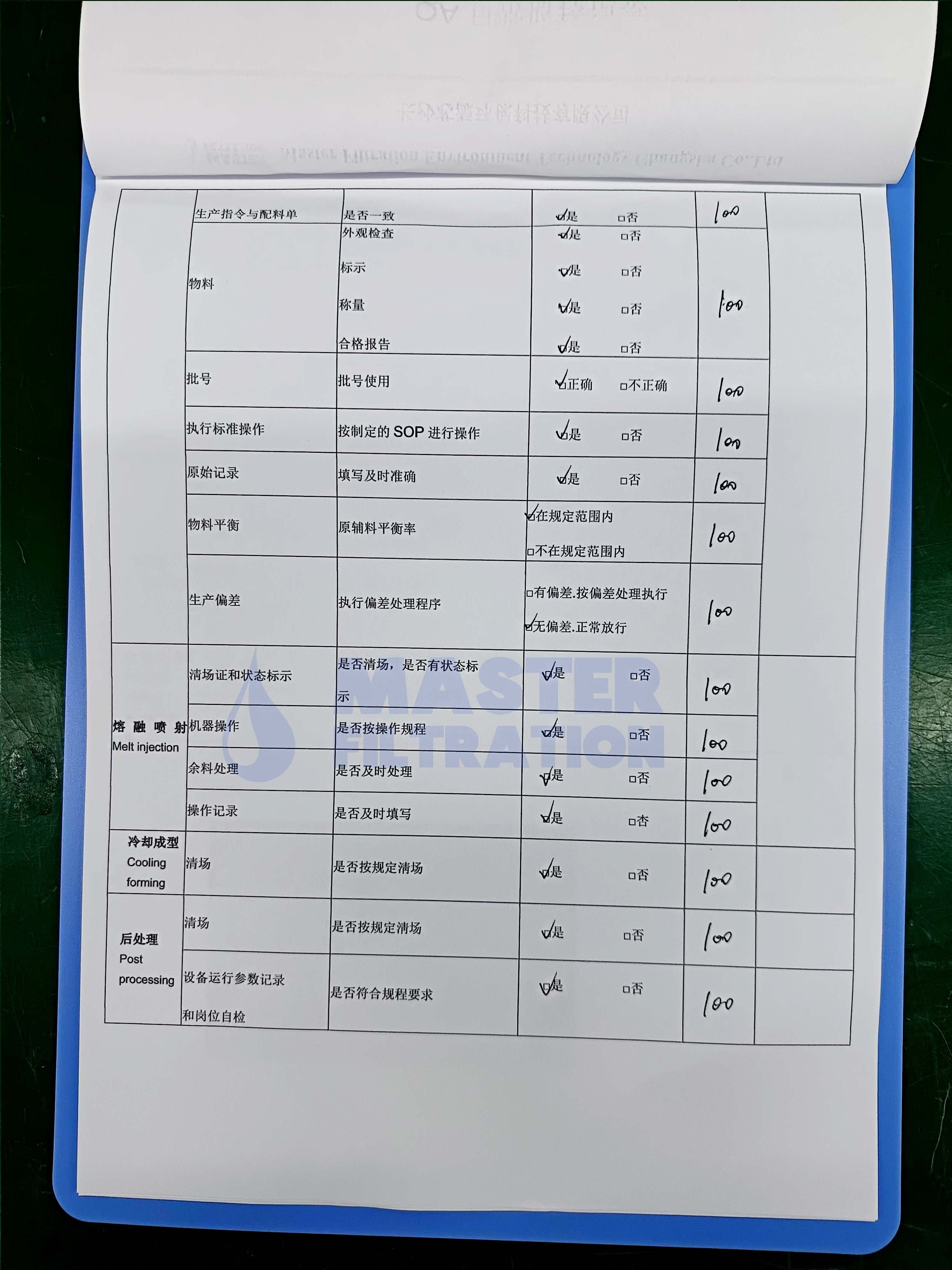
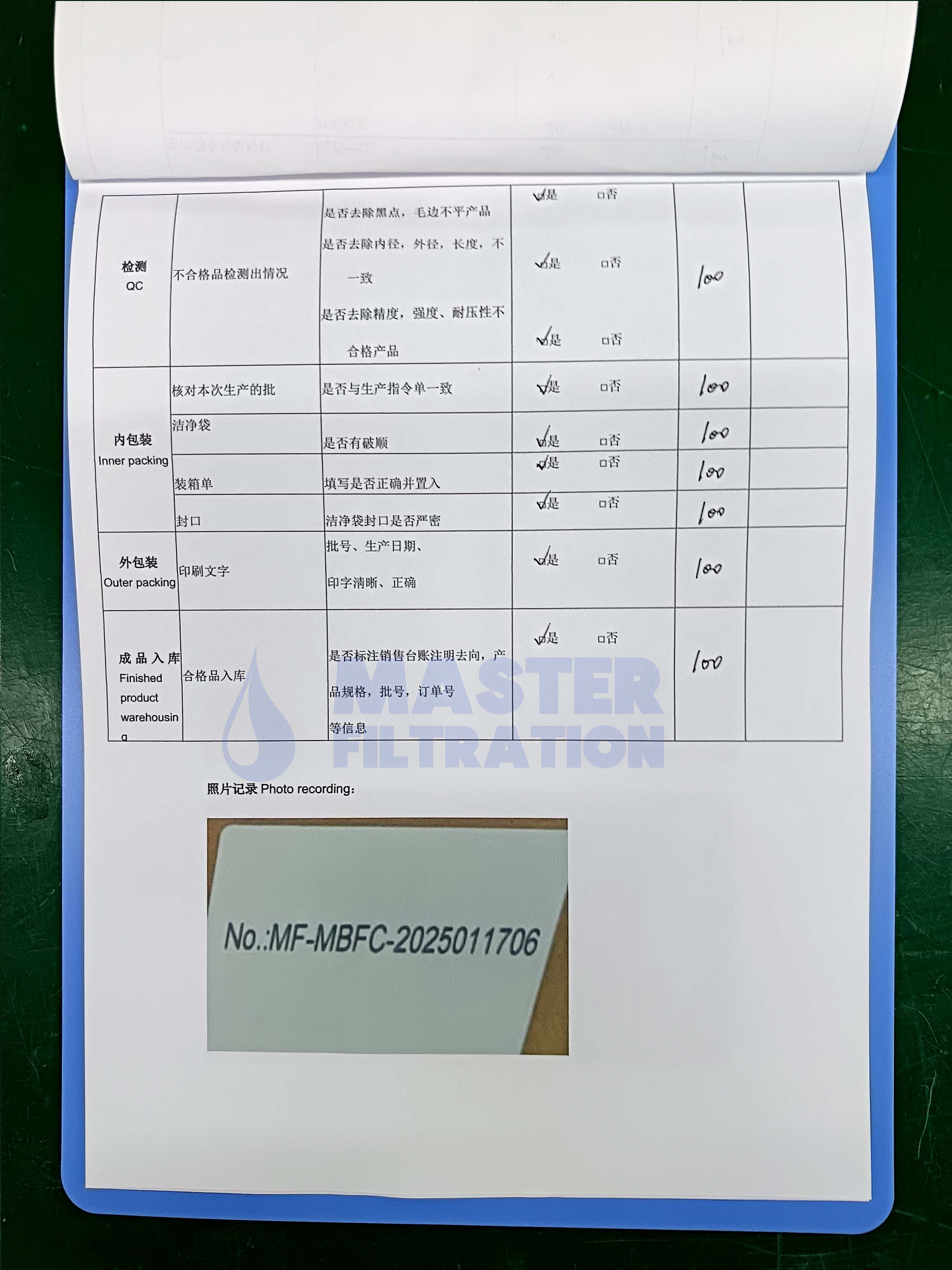
6. Documentation
Inspection Report: Record:
Batch #, inspection time, parameters, defects, and inspector name.
Trend Analysis: Track defect rates weekly for process improvement.